
Почему карбон?
1. Легкий рангоут. Экономия веса на профиле- 50%, экономия веса на готовой мачте без такелажа – 40%. Общий вес вооруженной карбоновой мачты меньше на 25-30% аналогичной алюминиевой.
2. Легче рангоут = Легче лодка = Больше скорость (особенно улучшаются динамические характеристики)
3. Легче рангоут = Меньше кренящий момент = Появляется потенциальная возможность облегчения киля = Опять же уменьшается вес яхты = Еще больше скорость
4. Уменьшенный момент инерции судна = Больше скорость на волнении.
5. Возможность подбора жесткости профиля под специфические требования (Ужесточение профиля между форштагом и ахтерштагом для лучшей набивки штага, например)
6. Профиля обладают более высокой жесткостью. Выдерживают повышенные нагрузки от такелажа и позволяют лучше контролировать натяжение форштага.
7. В большинстве гандикапных правил штраф за использование карбонового вооружения меньше, чем потенциальный выигрыш в скорости. Яхта – победитель стоит дороже!
Преимущества карбоновых мачт производства Selden
1. Производитель использует процесс CNC намотки препрегового карбонового жгута. Процесс укладки жгута контролируется компьютером. Содержание связующего в жгуте варьируется в пределах всего 2%. Процесс отверждения в автоклаве проходит под давлением до 7 бар.
2. Самое низкое возможное содержание смолы в готовом изделии – чем больше угольных волокон и меньше смолы в мачте, тем легче и жестче мачта.
3. Нить укладывается под натяжением.
4. Современные профиля оптимизированы с точки зрения продольной жесткости для максимально эффективного использования в конструкциях современного дробного типа вооружения.
5. Хорошая возможность взаимозаменяемости с алюминиевыми профилями Selden. Не придется менять степсы и пяртнерсы при замене мачты.
6. Оптимизирован угол укладки жгута для обеспечения наилучшего баланса между продольной прочностью, прочностью на скручивание и устойчивостью стенок.
7. Производство индивидуальных конструкций ламинатов.
8. Изготовление из углепластика вертлюгов гиков и топов мачт.
9. Стандартный лаковый финиш с добавкой УФ – фильтров плюс УФ – ингибиторы, добавляемые в смолу, обеспечивают отличную изоляцию и защиту.
10.Специализированный погон позволяющий использовать как парус с ликтросом, так и на каретках.
Экипаж яхты First 36.7, на которую была установлена карбоновая мачта взамен алюминиевой, заметил, что новая мачта существенно жестче, несмотря на то, что профиля были одинакового размера. Основное отличие сразу стало заметно на лавировке, более жесткая мачта дала возможность заметно больше набивать штаг, что позволило стакселю работать лучше в средние и сильные ветра.
Появилась возможность сшить грот с меньшей кривизной передней шкаторины, оптимально подобрать положение швов и увеличить полноту. Появилось явное ощущение уменьшения килевой качки, лодка проходила интенсивную короткую волну, как ракета, особенно это было заметно в легкий ветер, на короткой крутой волне.
Продольная жесткость и жесткость на скручивание 4.8мм ламината со слоями 90о и Хо. Показатели Х отложены на горизонтальной оси. Карбоновое волокно- это анизотропный материал, это означает, что оно работает максимально эффективно в одном определенном направлении, в других же направлениях оно проявляет весьма посредственные рабочие характеристики.
Алюминиевый сплав изотропен, его рабочие характеристики достаточно ровные по всем направлениям. Чтобы карбоновый профиль получился оптимальным, необходимо тщательно просчитать направления укладки нитей.
При намотке можно укладывать нити под углами от 5 до 90о, добавляя волокна в направлении 0о вручную там, где это необходимо. Иногда можно услышать утверждение, что, из-за отсутствия непрерывных волокон в направлении 0о, мачты, изготовленные способом намотки, менее прочные. Однако это лишь теоретические выкладки, редко достижимые на практике, и вот почему.
На качество ламината очень сильно влияют содержание смолы и воздушных пузырьков. Содержание смолы в препреговой нити контролируется гораздо более тщательно, чем при влажном ламинировании или в процессе инфузии. Поэтому прочность такого ламината значительно выше.
Процесс отверждения также существенно влияет на прочность ламината. Автоклав обеспечивает сложный поступательный цикл отверждения под давлением, который выводит из ламината пузырьки воздуха практически полностью. Именно поэтому для мачтовых профилей автоклавное отверждение является весьма существенным.
Точность укладки и ориентация нитей также очень сильно влияет на прочность. При чистом сжатии ламинат разрушится, если волокна чуть-чуть отклоняются от оси приложения нагрузки.
Однако, определенный процент волокон не по оси мачты требуется для стабилизации стенок и противодействию крутящему моменту. Специалистами были проведены тесты и анализ ламинатных структур.
На их основании был сделан вывод о том, что, при работе волокон внутри ламинатной структуры, нити могут ложиться в диапазоне 8-21о, и это будет оптимально для параметров продольной прочности и скручивания.

Конкретные цифры диапазона зависят от требуемой величины прочности на скручивание с одновременным общим повышением требований прочности.
Т.е. не важно, делается ли ламинат из ткани 0о и +/-45о или из нитей целиком не параллельных оси профиля – прочность, весовые параметры и жесткость профиля может быть получена различными путями.
Очень важно, чтобы ориентация нитей строго соблюдалась – это не может быть сделано вручную. Содержание смолы должно строго контролироваться и должно быть настолько низко, насколько возможно. Полная консолидация ламината достигается только в том случае, если содержание воздуха в нем близко к 0.
Это достигается только автоклавным отверждением.
Отдельные карбоновые волокна очень легкие, но хрупкие. Для своего веса они достаточно прочны на растяжение. Для создания конструкции волокна собираются вместе и скрепляются смолой.
Для облегчения работы с ними, волокна объединяются в различные типы материалов. Для производства мачтовых профилей Selden использует следующие типы:
1. Препреговый жгут. Это тонкая ленточка, состоящая из прядей простых волокон, удерживающихся вместе неотвержденной прекатализированной смолой (отвердитель уже добавлен).
2. Препреговая однонаправленная лента. Эта конструкция похожа на предыдущую, но лента значительно шире. Укладывается вручную длинными полосами в местах усилений.
3. Препреговая ткань. Тканый материал делается из жгутов. Накладывается вручную на многослойные участки в местах усилений.
4. Е-стеклоткань. Препреговое стекло используется внутри профиля как изоляционный слой там, где могут устанавливаться алюминиевые компоненты.
Производство Selden
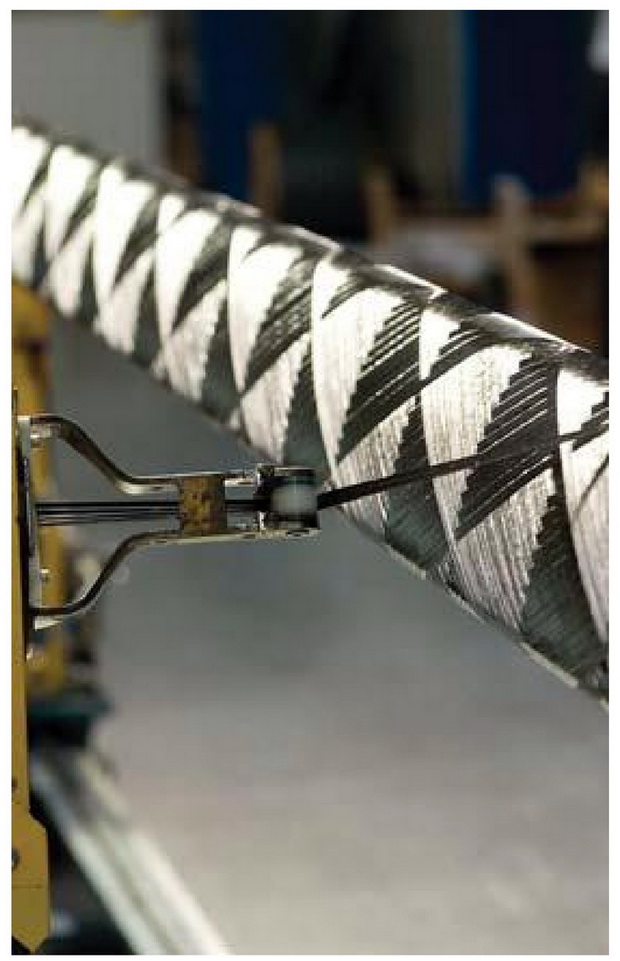
Базовые профиля изготавливаются путем намотки на дорн. Дорн вращается на большом 4х координатном CNC станке, головка двигается по запрограммированной траектории вдоль направляющей, укладывая нить на поверхность дорна. Препреговый жгут укладывается под натяжением.
Слои кладутся под различными углами к оси дорна. Однонаправленная лента и ткань укладываются участками во время процесса. На этой стадии, несмотря на то, что нить укладывается натянутой, уложенный пакет еще не является консолидированным.
Если его просто нагреть, плотность ламината будет довольно низкой. Для получения ламината высокой плотности, необходимо, одновременно с нагревом обеспечивать корректное повышенное давление. Это давление создается термоусадочной лентой, наматываемой поверх готового изделия также, как карбоновый жгут.
Вся конструкция вместе с дорном затем упаковывается в вакуумный мешок и помещается в автоклав, где происходит отверждение. Температура и давление нарастают, поддерживаются некоторое время, потом контролируемо уменьшаются. При повышении температуры дорн расширяется и термоусадочная лента очень плотно обжимает ламинат.
Добавочное давление и нагрев при отверждении позволяют получить ламинат с практически нулевым содержанием воздушных пузырьков. Готовое изделие оставляется в автоклаве до полного остывания, затем вынимается и снимается с дорна при помощи гидравлики.
Благодаря тому, что карбоновые профиля имеют те же размеры сечения, что и алюминиевые, для них обоих можно использовать одни и те же степсы и пяртнерсы. Изоляцию в этих местах можно обеспечить стеклянной или майларовой липкой лентой. Внешний погон грота включает и ликпаз для ликтроса, что позволяет ставить парус и с ликтросом и на каретках.
Автоклав, установленный на заводе в Англии, позволяет сделать секцию профиля длиной до 19,3м. Более высокие мачты собираются из кусков. Для этого разработаны специальные соединительные рукава, позволяющие контролировать вес и жесткость.

Некоторые факты о мачтахSelden
Для дробного вооружения мачты усуются, стандартная параболическая усовка уменьшает топ мачты на 33%.
Отверстия ослабляют мачту. Дополнительные отверстия могут прорезаться, только если в местах выреза сделано дополнительное усиление. Эта работа должна проводиться специалистом в области композитных материалов.
Мачты могут быть покрашены, хотя стандартным является покрытие мачты лаком с высоким содержанием УФ фильтров.
Карбоновые мачты ремонтировать проще, чем алюминиевые. Часто это еще и дешевле. Ремонт должен производить квалифицированный специалист.
Комментариев нет:
Отправить комментарий