Развитие и совершенствование компьютерных технологий открыло широчайшие возможности перед конструкторами. Еще в 1960-х годах на базе IBM 7094 в Массачусетском Технологическом Институте были составлены первые программы для обмера и расчетов ходкости яхт, использовавшиеся для разработки «12-метровиков». С тех пор вычислительная техника шагнула далеко вперед, превратившись из громоздких сооружений в доступные каждому компактные настольные приборы.
Что такое CAD – методы и для чего они нужны конструктору яхты?
Сегодня рабочее место конструктора уже нельзя представить без персонального компьютера и применения CAD – систем (от Сомпьютер Aided Design – автоматизированное проектирование).
Проектирование яхт, за редким исключением, ведется небольшими коллективами или «одиночками». В этих условиях компьютер открывает возможности сложных специализированных расчетов, автоматизации чертежно – графических работ, ускорения и повышения качества всего процесса проектирования.
Программное обеспечение.
Рынок программного обеспечения и CAD многообразен. Рассмотрим одну из универсальных программ 3 – х мерного моделирования Rhinoceros 3D.
Rhinoceros 3D от компании McNeal & Associates - это очень мощный («носорог» все-таки!) и легкий в использовании пакет истинного NURBS моделирования.
Это не универсальная 3D программа (в ней нет анимации и весьма скудные возможности для текстурирования или рендеринга), но она предназначенна специально для дизайнеров, желающих построить высококачественные 3D модели.
У Rhino есть инструменты, весьма похожие на инструменты NURBS моделирования, которые можно встретить в дорогих high-end программах, таких как Alias Studio, хотя Rhino более ограничен по ассоциативности и не имеет блок-схемы сцены или истории построения.
Rhino может бесшовно соединять вместе множество обрезанных NURBS компонентов и экспортировать их в разнообразные NURBS и полигонные форматы.
Подход Rhino к моделированию, скорее всего слишком тяжеловесен для построения персонажей с качественной анимацией, но идеален для строений, машин, оружия, механических моделей, изделий судостроения, промышленных образцов, инженерных прототипов или даже ограненных логотипов и 3D текста.
Возможности Rhinoсeros 3D в судостроении.
Rhinoceros 3D – используется на многих стадиях в судостроении, потому что с Rhinoceros 3D возможно объединить процессы проектирования и постройки.
Rhinoceros 3D используется для:
Rhinoceros 3D используется для:
• Проектирования
• Визуализации
• Проектирования технического оснащения
• Построение по сечениям
• Механической обработки
Проектирование.
С Rhino Вы можете совершенствовать формы корпуса, туннелей, надстроек, интерьеров и шкафов, затем извлечь эскизы и детали для производственной информации.

Alan Andrews J Bird III.
Rhino является:
• Достаточно гибким для детального моделирования надстроек.
• Достаточно точным для проверки зазоров.
• Не ограниченным определенным типом судов.
С Rhino Вы можете:
• Соединять и подгонять смежные поверхности.
• Создавать чистую геометрию для дальнейшего использования.
• Моделировать внутренние пространства.
Визуализация.
Rhino может использоваться для ратификации концепции и визуализации. Эти изображения могут использоваться для презентаций клиентам и поиска финансирования.

85-ти метровый патрульный катер Kvaerner Masa.
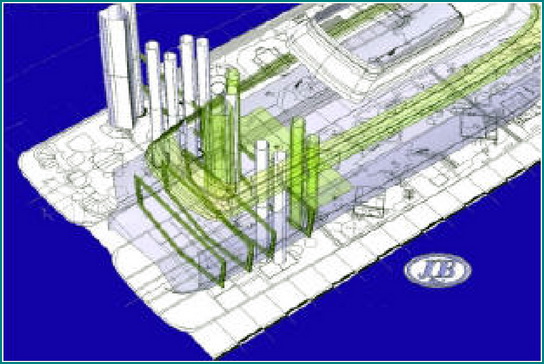
Механическое оснащение.
Rhino также используется для технических конструкций, прокладок трасс, энергетических установок.

124-х футовая моторная яхта, разработанная JQB Ltd. Построена Delta Marine.
С Rhino Вы можете:
• Моделировать судовой набор и все системы.
• Проверять зазоры и допуски.
• Разрабатывать сложные участки судна.
• Транслировать информацию в другие программы для анализа.
• Детализировать металлоконструкции.
• Размещать оборудование.
• Детализировать леера, трапы и оборудование.
• Детализировать столярные изделия.
Построение по сечениям.
При работе над формами, создаваемыми по сечениям, Rhino может помочь в разработке этих форм, необходимых для конструкции.
Washington State Ferry Jumbo Mark II. Конструкция корпуса – Eriс Jolley Marine Design.
Постройка – Todd Shipyards, Seattle, WA.
С Rhino Вы можете:
• Безошибочно создавать формы по сечениям с минимальными затратами времени.
• Анализировать построенную по сечениям поверхность.
• Моделировать механическую обработку и шаблоны.
• Получать сечения под любым углом.
• Создавать и разворачивать разворачиваемые поверхности.
• Использовать данные для жидкостной или плазменной резки.
• Использовать данные для станков с ЧПУ и сложного наложения.
Механическая обработка.

Заготовка корпуса, обработанная на 5-ти осном фрезерном
станке Janicki из файла Rhino.
Для механической обработки с помощью Rhino Вы можете:
• Создавать точную геометрию.
• Манипулировать моделью, чтобы получить детали.
• Непосредственно использовать модель для обработки на станке с ЧПУ.
• Использовать модель для работы с листовой сталью.
• Разрабатывать сложные участки.
Кроме того Rhino предоставляет:
• Множество форматов для экспорта.
• Быстрый рендеринг для замещения конструируемой модели.
Источник: http://sual.narod.ru