
В зимнее время постройка лодки возможна только в сухом, отапливаемом помещении. Это может быть широкий коридор, подвальное помещение и даже комната. Важно, чтобы здесь разместились лодка (хотя бы наискосок) и верстак и еще осталось бы свободное место для прохода. Достаточным бывает помещение на 1 м длиннее и на 2 м шире строящегося судна.
Если большого теплого помещения нет, то за зиму можно заготовить все детали набора, собрать узлы шпангоутов, транец и форштевень, с тем чтобы летом заложить судно на стапеле в сарае или под навесом. В крайнем случае можно строить и на открытом воздухе, закрывая корпус брезентом.
Как уже упоминалось, при постройке нужен верстак (для изготовления деталей), который можно собрать из двухдюймовых досок. Желательно сделать верстак такой же длины, как и строящееся судно, или, при меньшем его размере, расположить его так, чтобы на нем можно было обрабатывать длинные брусья, если подставить под их свисающие концы козелки.

Хороший верстак должен быть оборудован упорами, клиновыми зажимами и деревянными тисками (рис. 26), позволяющими обрабатывать деталь в любом положении. Вместо тисков можно использовать струбцины и цвинки — зажимы с клиньями.
Подобные же приспособления необходимы и при сборке корпуса, в том числе и клещи (рис. 27). Клещи собирают из двух длинных брусков / с помощью болта 2. Усилие создается за счет клина 3, а чтобы концы клещей не изнашивались и не сминали деталей, их обивают кусочками кожи 4.
Клещи хороши, например, для сборки наборной обшивки 5, когда требуется большой вылет струбцины. При сборке и склейке многих деталей можно обойтись цвинками 7, вырезанными из толстой бакелизированной фанеры.

Детали, например привальный брус 8, к обшивке 6 прижимают с помощью клина 3. Особое значение имеют струбцины (рис. 28), и чем большим их количеством располагает судостроитель, тем быстрее пойдет работа, поэтому необходимо заранее запастись ими или изготовить самодельные. Залог успеха всей работы — хороший и правильно заточенный инструмент.
Нужно располагать хотя бы минимальным набором: лучковой и поперечной пилой (желательно с мелкими зубьями), шерхебелем (рубанок с закругленным лезвием резца), рубанком, фуганком, набором стамесок и долот, коловоротом с перками и дрелью, сверлами, молотком, клещами, кусачками и плоскогубцами, отвертками, рашпилем и напильниками.
При работе с долотом и стамеской нужно пользоваться деревянным молотком — киянкой. Необходим также инструмент для разметки и проверки деталей: метр, плотницкий угольник, отвес, рейсмус, ватерпас.

Подбирая рубанок или фуганок, надо проверить положение резца в колодке и его заточку. Резец устанавливается в колодке под определенным углом — углом резания (рис. 29). При угле резания, близком к 38°, рубанок хорош для строгания и торцевания, очень легко отворачивает стружку, но дает задиры и шероховатую поверхность.
При угле около 52° инструмент дает гладкую поверхность, но строгать им гораздо тяжелее. Если увеличить угол резания до 80—85°, то такой рубанок может употребляться лишь для снятия тончайшей стружки — при зачистке уже остроганной поверхности.
В одинарных рубанках резец ставят передней гранью к плоскости строгания под углом 45—48°, в рубанке с двойным резцом — под углом 52°. Заточить же резец нужно примерно под углом 30°, проверяя этот угол по соотношению ширины затачиваемой фаски и толщины резца.
Если ширина фаски в 1,5 раза больше толщины резца, то угол заточки равен примерно 34°. Ширина фаски, равная трем толщинам резца, соответствует углу заточки примерно в 18°. Делать угол заточки больше 34о нельзя, так как резец будет скользить по поверхности, не срезая стружки; при угле заточки менее 18° резец очень быстро тупится.
Такой резец если и годится, то лишь для строгания самой мягкой, прямослойной, лишенной сучьев сухой древесины. Фаска должна быть совершенно плоской, а само лезвие — прямолинейным. Только уголки лезвия закругляют, и они постепенно отходят от обрабатываемой поверхности плавным загибом. Без такого закругления углы оставляют на обрабатываемой поверхности рубцы.

Полезно сделать приспособление для заточки резца на точиле (рис. 30). В деревянном рычаге 2 делается прорезь с наклоном под углом 34°. В этой прорези клином 4 закрепляется резец 3. Если удерживать рычаг горизонтально при помощи упора 1, резец будет располагаться под углом 34° к точильному камню, т. е. под тем углом, под которым должна быть заточена фаска.
Заточенный на точиле инструмент правят на плоском мелкозернистом точильном камне — бруске. Перед правкой грубые заусенцы удаляют, втыкая лезвие в торец мягкой, но плотной древесины. На сухом бруске точить и править инструмент нельзя, так как лезвие может отпуститься и будет плохо работать.

Брусок смачивают водой, реже маслом или керосином. Есть два способа правки резца на бруске. При первом способе (рис. 31) инструмент кладут фаской на брусок и сильно прижимают левой рукой. Затем резец равномерно двигают взад и вперед вдоль бруска резкими толчками. При этом стараются сохранить угол заточки и не закруглить фаску.
При втором способе резец правят непрерывными круговыми движениями по поверхности камня, плотно прижимая лезвие. При этом резец держат так, чтобы лезвие не врезалось в поверхность камня.
Такое положение инструмента при правке придает ему большую устойчивость, и качнуть резец здесь не так легко, как при движении поперек фаски (при первом способе).
Заусенцы во всех случаях снимают прикладывая инструмент другой стороной лезвия к поверхности бруска и делая несколько кругообразных движений. Окончательно лезвие нужно править на самом мелкозернистом бруске — оселке.

Лезвие любого режущего инструмента оказывается более стойким, если после каждой новой заточки сострогать им хотя бы несколько стружек. Если же между заточкой инструмента и его работой пройдет несколько часов, лезвие окажется менее стойким, быстрее затупится.
Стамески для долбления затачивают под углом 30° (длина фаски — 2 толщины стамески), для строгания — под углом 20—25° (длина фаски — 2—2,5 толщины стамески); для резания, например, фанеры стамеска затачивается на 15° (длина фаски — 3,5 толщины). Точат стамески так же, как и резцы (рис. 32). Топор затачивается как показано на рисунке.
Долото затачивают очень отлого, градусов на 15 (фаска — 3—4 толщины), чтобы оно легко входило в древесину и не сминало волокон. На грубой работе тонкое лезвие может сломаться. Поэтому, заточив фаску на точиле, конец долота (не больше чем на 3 мм) затачивают на 25—30°.
Пила (ножовка) также один из инструментов, нуждающихся в периодической заточке. Но перед точкой необходимо ее зубья выровнять до одинаковой высоты. Сделать это можно с помощью плоского напильника, поместив его в простую колодку (рис. 33) из деревянных брусков.

Опилив выступающие зубья, пропиливают впадины между ними и придают им одинаковую форму. Затем зажимают пилу в тисках и разводят зубья в стороны так, чтобы пропил получился в 1,5—3 раза шире толщины полотна пилы. Чем мягче древесина, тем развод делается шире, и наоборот.
Чтобы развод был одинаковым, пилу протаскивают зубьями между губками тисков, раздвинутыми на ширину развода. Точат зубья обычно трехгранным напильником.
Пилы с тонким полотном (не толще 1 мм), а также пилы, предназначенные только для долевой распиловки древесины, точат так, чтобы торцевые режущие кромки зубьев у них были расположены под прямым углом к плоскости полотна пилы.
При этом напильник держат перпендикулярно полотну и с одинаковым нажимом двигают его вперед — назад, стараясь спилить зубья до одинаковой глубины, для чего проводят напильником по всем зубьям одинаковое число раз, делая совершенно одинаковые размахи (рис. 34).

При заточке зубьев поперечной пилы напильник ведут примерно под углом 60—70о к полотну. Сначала опиливают зубья, отведенные в одну сторону полотна (через один зуб), например помеченные четными цифрами (рис. 35, б).
Затем, повернув полотно другой стороной, затачивают все отведенные в другую сторону зубья (рис. 35, б — обозначены нечетными цифрами).
Напильником пилят так, чтобы он надвигался на зуб. Если он будет сбегать с зуба в обратном направлении, на зубьях будут образовываться заусенцы, и пила будет плохо работать. Чтобы напильник лучше снимал металл, следует натереть его древесным углем.
Нужно постараться раздобыть на время постройки какой-либо механизированный инструмент, например электродрель, электроотвертку, электрорубанок, наждачный камень. Хорошим помощником может стать и самодельная «шведская» ленточная пила (рис. 36).
На ней можно выпиливать бруски, детали из фанеры (в том числе — с криволинейными кромками). В качестве полотна используется кусок ленточной пилы, который можно достать в любой столярной мастерской. Работают на этой пиле, нажимая ногой на педаль.
При сборке корпуса необходим шланговый уровень, который можно изготовить из двух стеклянных трубок диаметром 8—12 мм и длиной по 200—300 мм, соединив их резиновой трубкой длиной 4—6 м. В трубку заливается вода, подкрашенная синькой или марганцовкой.
Рейсмус (рис. 37, а), применяющийся для причерчивания обшивки, можно изготовить из обрезков / и 3 10-миллиметровой фанеры, склеенных через брусок 2. В верхней планке делают прорезь для карандаша 5.
Прорезь стягивают винтом 4. Затягивая гайку винта, карандаш можно зафиксировать в нужном положении и причертить линию, например, для шурупов на скуловом стрингере (рис. 37, б).
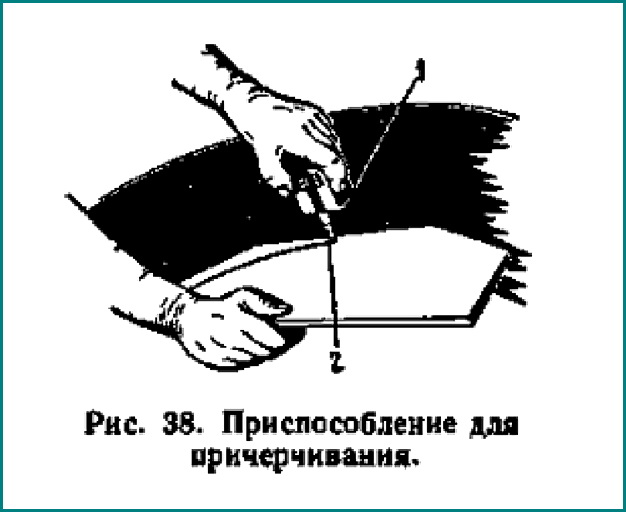
Для работ по установке оборудования внутри корпуса полезно использовать также простое приспособление для причерчивания, состоящее из бруска / с закрепленным на нем карандашом 2 (рис. 38).
Источник: Д. А. Курбатов. «15 проектов судов для любительской постройки.».














